
表面処理とは
表面処理は、素材の性質を高めるために、素材表面に処理を施す機械工作法の一種です。 アルミニウムは、アルマイト処理を行なうことにより、アルミ形材表面の耐摩耗性、及び、耐食性が向上します。 また、着色を施すことにより、装飾性も向上します。 アルミニウムは一定の条件を満たした電解液中で通電すると、表面に酸化皮膜を形成します。 この酸化皮膜には無数の微細孔が開いており、この微細孔の中に、染料を染み込ませたり、金属酸化物を析出させることで、着色をしています。
表面処理技術
当社は東西事業部にそれぞれ表面処理工程を有しており、自社で表面処理を行なっています。 小物・長物等様々なアルミニウム形材の表面処理が可能です。 東日本事業部では、エッチング処理に加え、ダイスマークをほとんど目立たなくし、平滑で、きめの細かな梨地目外観を得られるリフロ処理(マット処理)も可能です。 西日本事業部の無人オペレーションラインでは、稼働当初のサイクルタイム10分を8分にまで短縮させるなど、技術の向上にも取り組んでいます。
表面処理の種類
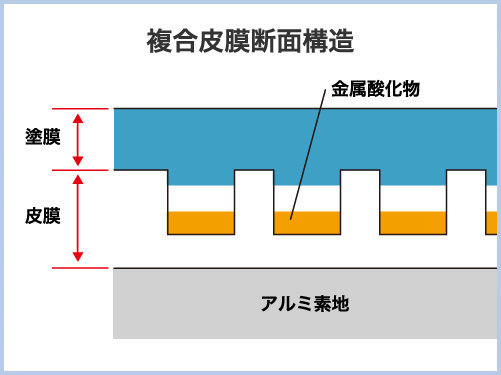
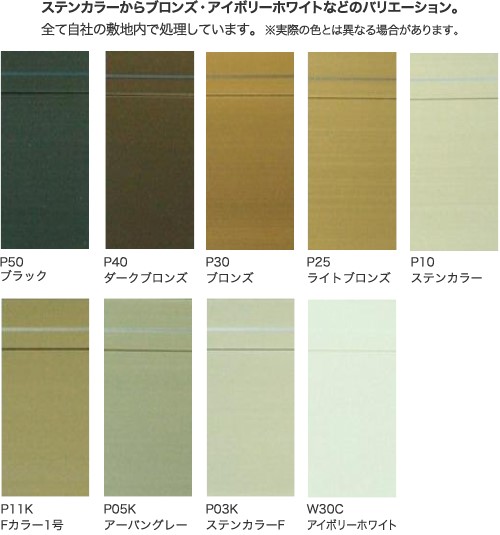
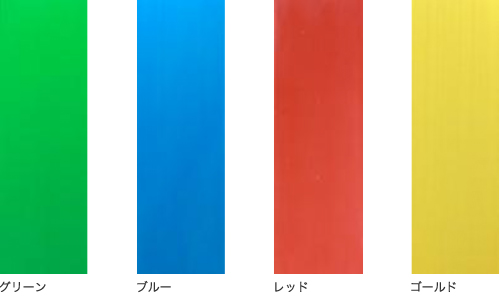
当社では、主に複合皮膜材(シルバー・2次電解着色・透明電着塗装・有色電着塗装)、封孔材(シルバー・2次電解着色)の表面処理を行なっています。 この他にも、無電解メッキや染色にも対応可能です。 ※複合皮膜とは、陽極酸化皮膜処理を施したあと、合成樹脂塗料を塗装する方法です。 ※封孔材とは、陽極酸化皮膜処理(+二次電解着色)後、沸騰液中で微細孔を封孔し、塗装を施さないものです。

塗装について
塗装については、電着塗装を使用しています。 電着塗装は、塗料中に材料を侵漬し、材料と対極の間に電気を流すことによって、材料表面に樹脂を析出させる塗装方法です。 電着塗装は耐食性・耐候性に優れ、塗膜の均一性が高いという特徴を持っています。 当社では、つや有塗装、つや消し塗装、アイボリーホワイトの電着塗装を行なっています。
表面処理方法と品質
1.陽極酸化皮膜仕様 皮膜厚さ及び品質は、JIS H8601「アルミニウム及びアルミニウム合金の陽極皮膜」の規定に基づいた処理を行なっています。
2.陽極酸化複合皮膜仕様 複合皮膜の膜厚及び品質は、JIS H8602「アルミニウム及びアルミニウム合金の陽極酸化塗装複合皮膜」の規定に基づいた処理を行なっています。 耐候性の高い性能を有するA1種、一般的なA2種、ホワイト電着製品のB種と分類され、透明塗膜(クリヤ)は、つや有り、つや消しが選択できます。
3.無電解ニッケルメッキ 無電解ニッケルメッキというのは、電気を使わず化学反応でメッキする処理の内、ニッケルを使用したものです。従来の陽極酸化皮膜は絶縁ですが、無電解ニッケルメッキには導電性があり、帯電による静電破壊を防止できることから、半導体や電子部品関連に多く利用されています。また、表面硬度が高いことも特徴です。

4.染色 溶液中に染料を溶解して、皮膜の孔内に染料を吸着させて着色します。
陽極酸化複合皮膜の特色
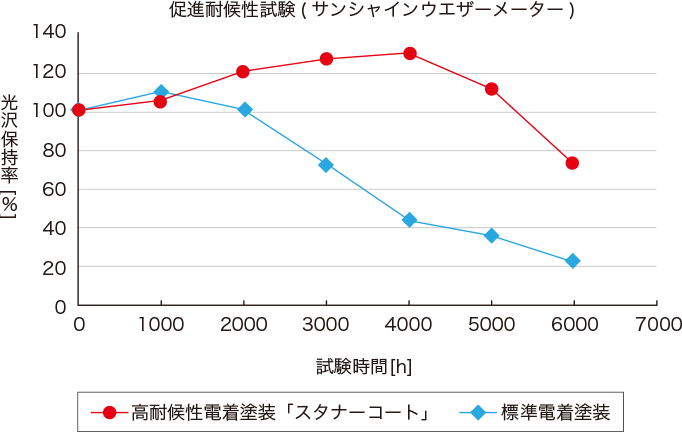
当社では、陽極酸化皮膜と電着塗装を組み合わせた複合皮膜の優れた性能を、さらに向上させた新しい複合皮膜(商品名:「スタナーコート」)を取り入れています。 「スタナーコート」は、当社の親会社である、不二サッシにより開発されました。 「スタナーコート」は、塗装膜を構成する樹脂分子間の結合力を高めることで、紫外線による塗装膜の経年劣化を抑制する新技術により、 従来の複合皮膜の2倍の耐久性能を実現した、次世代型の複合皮膜です。
商品特長
「スタナーコート」の主成分は当社従来品である陽極酸化塗装複合皮膜と同種のアクリル-メラミン樹脂系を使用していますが、
これまでの優れた特長に加え、紫外線による塗膜の分解を抑制する光安定機能の効果により、光沢の変化を従来品の半分に抑え美観を維持します。屋外での長期使用においても、表面性能が保たれることで、従来品の2倍の耐候性を実現します。さらに、疎水性を高めた塗膜が相乗効果で耐久性を高め、海岸地域など過酷な環境においても効果を発揮します。
性能比較
| スタナーコート | JIS規格(H8602) | |
|---|---|---|
| 種類A1 | ||
| 付着性(基盤目) | 25/25 | 25/25 |
| キャス耐食性 | 120時間 RN10 | 120時間 RN9.5以上 |
| 耐アルカリ性 | 24時間 RN10 | 24時間 RN9.5以上 |
| 複合耐食性 | 紫外線蛍光ランプ式促進耐候性試験240H キャス試験120H RN10 | 紫外線蛍光ランプ式促進耐候性試験240H キャス試験120H RN9以上 |
| 促進耐候性 (光沢保持率) | サンシャインカーボンアーク灯式促進耐候性試験5000時間 80%以上 | サンシャインカーボンアーク灯式促進耐候性試験3000時間 75%以上 |
販売価格
※販売価格は当社従来品の陽極酸化塗装複合皮膜と同一価格です。
陽極酸化塗装複合皮膜の性能
| 項目 | 種類毎の性能 | |||||
|---|---|---|---|---|---|---|
| A1 | A2 | B | ||||
| キャス耐食性 | 試験時間(H) | 120 | 72 | |||
| レイティングナンバ(RN) | 9.5以上 | |||||
| 塗膜の付着性 | 碁盤目試験 | 25/25 | ||||
| 沸騰水碁盤目試験 | 沸騰水試験 | 試験時間(H) | 5 | |||
| 外観 | 塗膜にしわ、割れ、ふくれ及び著しい変色が 生じてはならない | |||||
| 沸騰水試験後の碁盤目試験 | 25/25 | |||||
| 塗膜の付着性耐溶剤性 | 試験前後の塗膜の鉛筆硬度の低下は、硬度スケールで1単位以下でなければならない | |||||
| 耐アルカリ性 | 試験時間(H) | 24 | ||||
| レイティングナンバ(RN) | 9.5以上 | |||||
| 複合耐食性 | 紫外線蛍光ランプ式促進耐候性試験 | 試験時間(H) | 240 | |||
| キャス試験 | 120 | 72 | ||||
| レイティングナンバ(RN) | 9以上 | |||||
| 促進耐候性試験 | サンシャインカーボンアーク灯式促進耐候性試験 | 試験時間(H) | 3000 | 1500 | 750 | |
| 外観 | 著しい変退色及び著しいチョーキングが生じてはならない | |||||
| 光沢保持率(%) | 75以上 | |||||
※種類A1は、過酷な環境で且つ紫外線露出量の多い地域の屋外の使用に適しています。(スタナーコート仕様となっています)
※種類A2は、過酷な環境の屋外の使用に適しています。
※種類Bは、一般的な環境の屋外の使用に適しています。
マグネシウムの表面処理
アルミニウムの表面処理とは別に、マグネシウム合金専用の表面処理設備を導入しています。 マグネシウムについては、化成処理及び陽極酸化処理などに取り組んでおり、目的に応じて処理法を選択しています。 表面処理においては処理前の表面の状態が重要なポイントであり、マグネシウム押出と合わせて、研究開発を進めています。 ※塗装については協力会社により対応しています。
表面処理技術×加工技術
当社では、加工後の製品の表面処理にも対応しています。 社内で施す様々な加工に対応するチタン製の専用治具を使用し、ラック代なしでの表面処理を実現しています。